東莞市瑞智光電科技有限公司
gd6611光大專注于機器視覺、AI人工智能、激光、視覺檢測設備!

gd6611光大專注于機器視覺、AI人工智能、激光、視覺檢測設備!
2020-06-27 10:36:26 責任編輯: 瑞智光電 0
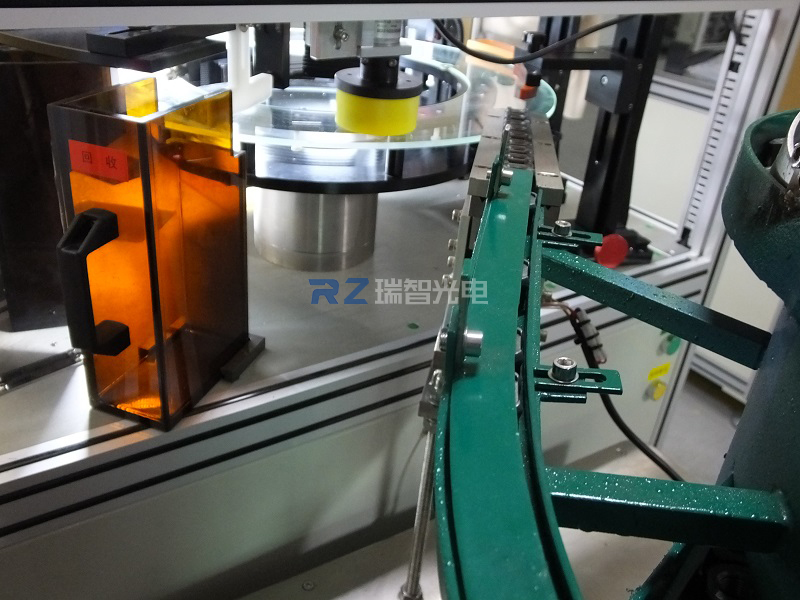
任何機械設備包括非標自動化檢測設備的基本調試技巧都是“橫平、豎直、同心”。首先不管調試任何一臺設備,我們都要了解它的特性以及客戶的技術要求。
下面瑞智光電為大家介紹一些常見的非標自動化檢測設備的調試技巧。
1、了解產品特性
gd6611光大 包括產品外觀、尺寸、公差、結構、工藝等。
gd6611光大 2、對于單氣缸推拉或升降部分
非標自動化檢測設備對于單氣缸推拉或升降部分應保證拉要到位,推也要到位,并且不能有異常阻力。
3、旋轉部分
gd6611光大 非標自動化檢測設備旋轉部分應確保旋轉部分的平衡度、垂直度、同心度,以達到擺臂,分度的精度。
gd6611光大 4、將零件擦拭干凈
gd6611光大 包括標準件和非標加工件,將最核心部分的零件挑出來,從最核心的零部件開始組裝調試。非標自動化檢測設備組裝過程中應該檢查測量所裝部件的精度,確保橫平、豎直、同心度問題。
gd6611光大 5、銷釘、卡槽
有銷釘孔和卡槽的地方應擦拭干凈,選擇合適的銷釘進行定位,銷釘以單邊緊配為最佳;卡槽要確保在二次裝配時的精度,不得過大、過緊。若過大則無精度,過緊則無法裝配。
6、絲桿、滑軌
gd6611光大 非標自動化檢測設備在組裝時應特別注意螺帽和滑軌,不可滑出絲桿和滑軌以外,避免滾珠掉出來導致產品報廢或影響精度。在組裝時確保零件的平行度、垂直度和同心度以后,再進行裝配,以防止不合格零件在組裝時將絲桿和滑軌固定變形導致報廢。
7、送料
gd6611光大 (1)送料部分料道大部分依據產品而定,可以保證產品在料道中通過時暢通無阻。送料的數量依據客戶要求及其機械性能而定,確保產品輸送效率。非特殊情況應避免吹氣,這樣可以避免資源浪費和減少噪聲污染。
(2)料道內部需做拋光處理,以防止產品刮傷,刮花。
8、調節閥門的速度
閥門的速度應以在不影響生產效率的前提下剛好將產品運走的速度為最佳狀態。閥門速度過快會有振動或將產品抖飛,速度過慢會降低生產效率。
gd6611光大 9、常用元器件調節及故障處理
gd6611光大 (1)磁性開關(常稱感應器)
氣缸感應分前感和后感。調前感應將前感推至氣缸的最前端,氣缸行程也應在最前端,此時感應器應處于滅燈狀態,將感應器從前端往后推至剛亮則為合適。調后感方法同上。
gd6611光大 (2)光纖
非標自動化檢測設備根據不同品牌規格進行調整,操作不一樣但原理一樣,注意反射光纖和對射光纖的區別。
gd6611光大 (3)振動盤、直振
振動盤和直振分為兩個部分:振動部分和控制部分。振動部分主要為振動磁鐵,控制部分為振動控制器,控制器上有電源開關按鈕和電壓、頻率按鈕。振動頻率過大,產品會振掉或回走;振動過小,產品微動或不動。若振動頻率和電壓調至最大時,振動盤或者直振還是輕微抖動,應該檢查電磁鐵之間的間隙或鋼片是否松動或者斷裂,電磁鐵中間的間隙以0.5-1mm之間最合適,請根據情況適當調整。
以上這些就是一些簡單的調試技巧,在組裝非標自動化檢測設備時,合理靈活運用這些技巧可以幫助您快速調試成功,提高企業的經濟效益,降低設備的生產成本。





